
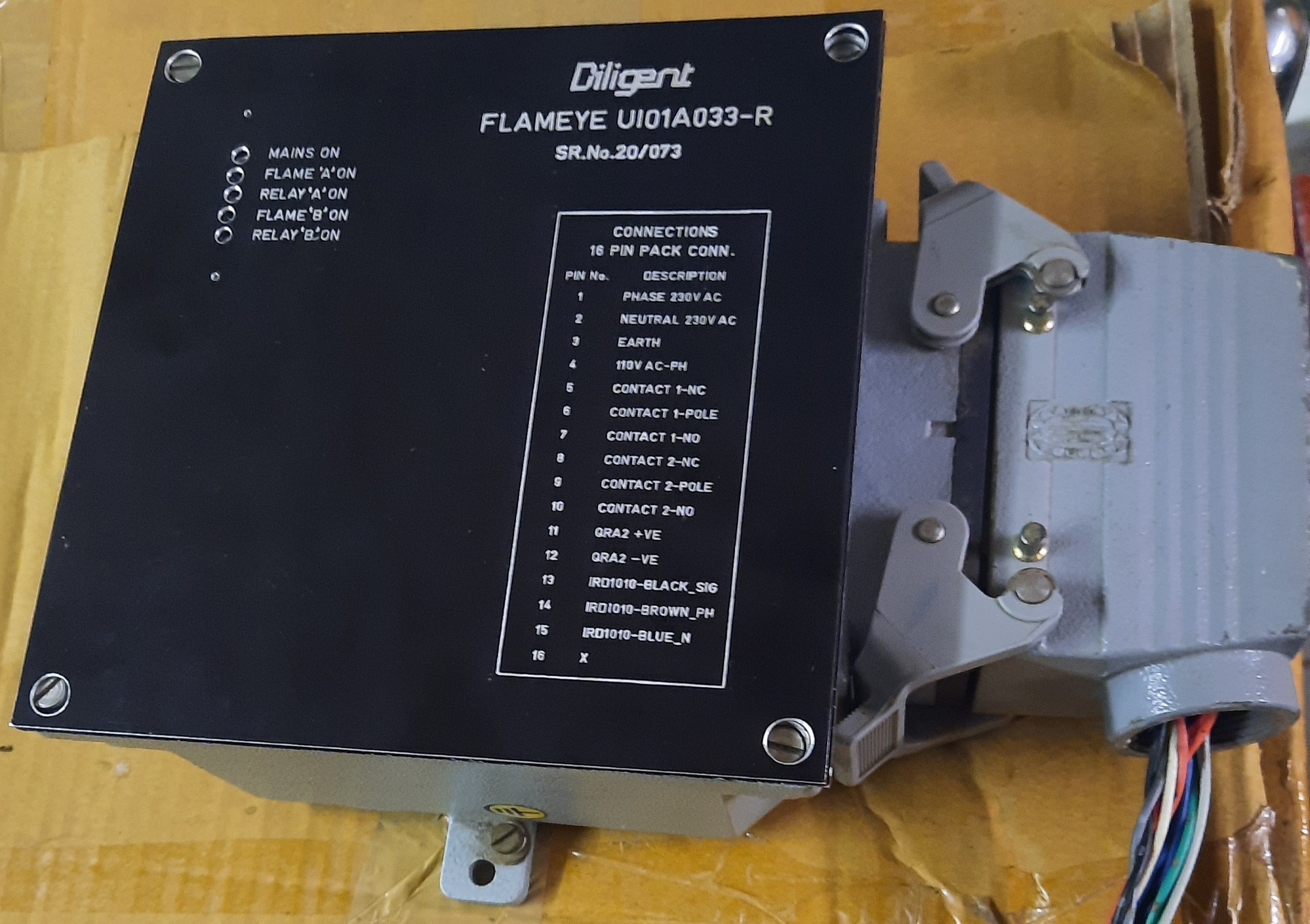
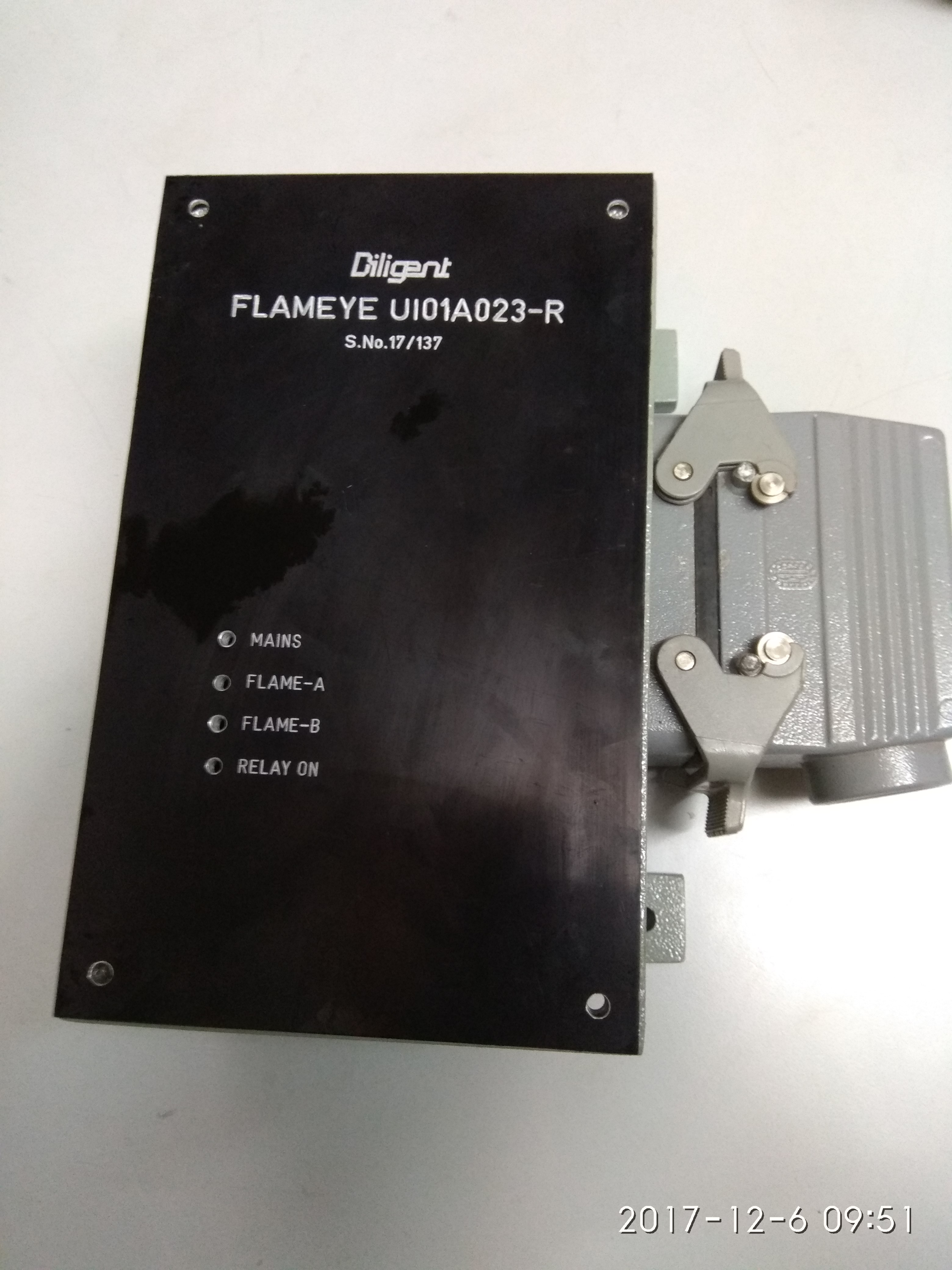

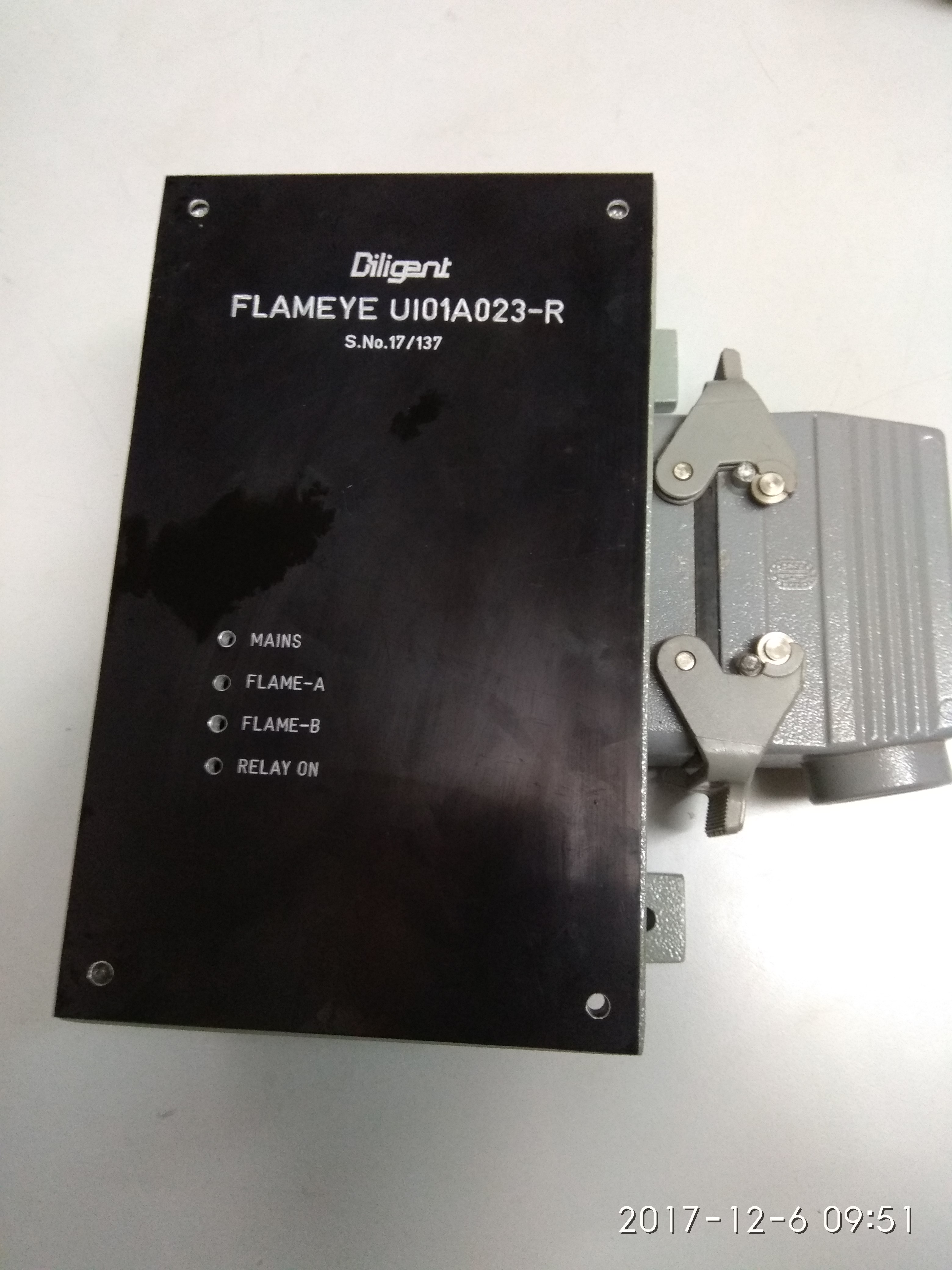

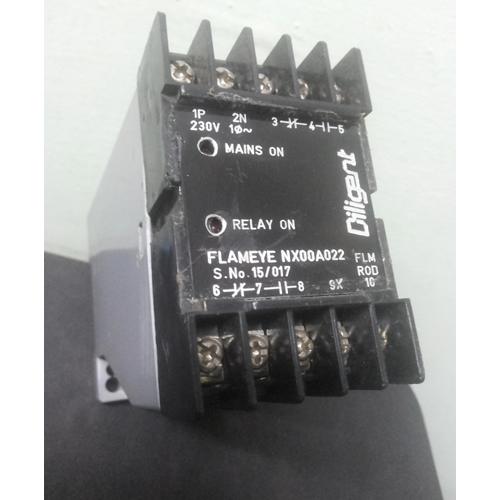
ड्युअल ज्योत मॉनिटर
उत्पादन तपशील:
- ध्वनी पातळी डीबी
- ऑपरेटिंग तापमान सेल्सिअस (ओसी)
- उत्पादनाचा प्रकार Dual Flame Monitor
- इनपुट व्होल्टेज व्होल्ट (V)
- व्होल्टेज संरक्षण YES
- कार्यक्षमता 98-99%
- वापर/अनुप्रयोग used in various industrial applications to detect and monitor the presence and quality of flames in combustion processes
- अधिक पाहण्यासाठी क्लिक करा
X
किंमत आणि प्रमाण
- 1
- तुकडा/तुकडे
उत्पादन तपशील
- 98-99%
- हर्ट्झ (हर्ट्ज)
- Single / Three
- Dual Flame Monitor
- used in various industrial applications to detect and monitor the presence and quality of flames in combustion processes
- YES
- सेल्सिअस (ओसी)
- व्होल्ट (V)
- डीबी
ड्युअल ज्योत मॉनिटर व्यापार माहिती
- दिवस
Tell us about your requirement

Price: Â
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
मोबाईल number
Email

ज्वाला moniter मध्ये इतर उत्पादने



परिश्रमशील सूक्ष्म नियंत्रणे
GST : 27AAEFD7230R1Z0
संपर्काची माहिती
- भाटिया कंपाऊंड क्रमांक- २, लाल बहादूर शास्त्री मार्ग, ठाणे (प),ठाणे - 400602, महाराष्ट्र, भारत
- फोन :08045804232
- मोहन सुपे श्री (भागीदार)
- मोबाईल :08045804232
-
 चौकशी पाठवा
चौकशी पाठवा


DILIGENT MICRO CONTROLS
सर्व हक्क राखीव.(वापरण्याच्या अटी)
इन्फोकॉम नेटवर्क प्रायव्हेट लिमिटेड . द्वारे विकसित आणि व्यवस्थापित
इन्फोकॉम नेटवर्क प्रायव्हेट लिमिटेड . द्वारे विकसित आणि व्यवस्थापित
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese